Tovar

-
 Tvar stopky: valcovitá stopka
Tvar stopky: valcovitá stopka -
 Ø vyšpicovania: 3.000
Ø vyšpicovania: 3.000 -
 vnútorné chladenie: bez
vnútorné chladenie: bez -
 norma: ASME B94.11 M
norma: ASME B94.11 M -
 Povlak: bez povlaku
Povlak: bez povlaku -
 smer rezu: vpravo
smer rezu: vpravo -
 typ: N
typ: N -
 uhol špičky: 118
uhol špičky: 118 -
 rezný materiál: HSS
rezný materiál: HSS -
 forma: A
forma: A
1,190 - 7,940 mm

-
Tvar stopky: valcovitá stopka
-
Ø vyšpicovania: 3.000
-
vnútorné chladenie: bez
-
 norma: BS 328
norma: BS 328 -
Povlak: bez povlaku
-
smer rezu: vpravo
-
typ: N
-
uhol špičky: 118
-
rezný materiál: HSS
-
forma: A
1,190 - 7,940 mm

-
Tvar stopky: valcovitá stopka
-
Ø vyšpicovania: 3.000
-
vnútorné chladenie: bez
-
 norma: továrenská norma
norma: továrenská norma -
Povlak: bez povlaku
-
smer rezu: vpravo
-
typ: N
-
uhol špičky: 118
-
rezný materiál: HSS
-
forma: A
0,500 - 10,000 mm

-
Tvar stopky: valcovitá stopka
-
Ø vyšpicovania: 3.000
-
vnútorné chladenie: bez
-
 norma: DIN 333
norma: DIN 333 -
Povlak: bez povlaku
-
smer rezu: vpravo
-
typ: N
-
uhol špičky: 118
-
rezný materiál: HSS
-
forma: A
0,500 - 12,500 mm

-
Tvar stopky: valcovitá stopka
-
Ø vyšpicovania: 3.000
-
vnútorné chladenie: bez
-
norma: DIN 333
-
Povlak: bez povlaku
-
smer rezu: vpravo
-
typ: N
-
uhol špičky: 118
-
rezný materiál: HSS
-
forma: A
1,000 - 12,500 mm

-
Tvar stopky: valcovitá stopka
-
Ø vyšpicovania: 3.000
-
vnútorné chladenie: bez
-
norma: továrenská norma
-
Povlak: bez povlaku
-
smer rezu: vpravo
-
typ: N
-
uhol špičky: 118
-
 rezný materiál: VHM
rezný materiál: VHM -
forma: A
0,500 - 6,300 mm

-
Tvar stopky: valcovitá stopka
-
Ø vyšpicovania: 3.000
-
vnútorné chladenie: bez
-
norma: továrenská norma
-
Povlak: bez povlaku
-
smer rezu: vpravo
-
typ: N
-
uhol špičky: 118
-
rezný materiál: HSS
-
forma: A
1,000 - 3,150 mm

-
Tvar stopky: valcovitá stopka
-
Ø vyšpicovania: 3.000
-
vnútorné chladenie: bez
-
norma: ASME B94.11 M
-
Povlak: bez povlaku
-
smer rezu: vpravo
-
typ: N
-
uhol špičky: 118
-
rezný materiál: HSS
-
 forma: B
forma: B
1,190 - 6,350 mm

-
Tvar stopky: valcovitá stopka
-
Ø vyšpicovania: 3.000
-
vnútorné chladenie: bez
-
norma: DIN 333
-
Povlak: bez povlaku
-
smer rezu: vpravo
-
typ: N
-
uhol špičky: 118
-
rezný materiál: HSS
-
forma: B
1,000 - 10,000 mm

-
Tvar stopky: valcovitá stopka
-
Ø vyšpicovania: 3.000
-
vnútorné chladenie: bez
-
norma: DIN 333
-
Povlak: bez povlaku
-
smer rezu: vpravo
-
typ: N
-
uhol špičky: 118
-
rezný materiál: HSS
-
forma: B
1,000 - 6,300 mm

-
Tvar stopky: valcovitá stopka
-
Ø vyšpicovania: 3.000
-
vnútorné chladenie: bez
-
norma: továrenská norma
-
Povlak: bez povlaku
-
smer rezu: vpravo
-
typ: N
-
uhol špičky: 118
-
rezný materiál: HSS
-
forma: B
1,000 - 6,300 mm

-
Tvar stopky: valcovitá stopka
-
Ø vyšpicovania: 3.000
-
vnútorné chladenie: bez
-
norma: továrenská norma
-
Povlak: bez povlaku
-
smer rezu: vpravo
-
typ: N
-
uhol špičky: 118
-
rezný materiál: HSS
-
 forma: R
forma: R
0,500 - 10,000 mm

-
Tvar stopky: valcovitá stopka
-
Ø vyšpicovania: 3.000
-
vnútorné chladenie: bez
-
norma: DIN 333
-
 Povlak: TiN
Povlak: TiN -
smer rezu: vpravo
-
typ: N
-
uhol špičky: 118
-
rezný materiál: HSS
-
forma: R
0,800 - 8,000 mm

-
Tvar stopky: valcovitá stopka
-
Ø vyšpicovania: 3.000
-
vnútorné chladenie: bez
-
norma: BS 328
-
Povlak: bez povlaku
-
 smer rezu: ľavý
smer rezu: ľavý -
typ: N
-
uhol špičky: 118
-
rezný materiál: HSS
-
forma: A
1,190 - 7,940 mm

-
Tvar stopky: valcovitá stopka
-
Ø vyšpicovania: 3.000
-
vnútorné chladenie: bez
-
norma: DIN 333
-
Povlak: bez povlaku
-
smer rezu: ľavý
-
typ: N
-
uhol špičky: 118
-
rezný materiál: HSS
-
forma: A
0,500 - 12,500 mm

-
Tvar stopky: valcovitá stopka
-
Ø vyšpicovania: 3.000
-
vnútorné chladenie: bez
-
norma: továrenská norma
-
Povlak: bez povlaku
-
smer rezu: ľavý
-
typ: N
-
uhol špičky: 118
-
rezný materiál: HSS
-
forma: A
0,800 - 5,000 mm

-
Tvar stopky: valcovitá stopka
-
Ø vyšpicovania: 3.000
-
vnútorné chladenie: bez
-
norma: DIN 333
-
Povlak: bez povlaku
-
smer rezu: ľavý
-
typ: N
-
uhol špičky: 118
-
rezný materiál: HSS
-
forma: B
1,000 - 10,000 mm

-
Tvar stopky: valcovitá stopka
-
Ø vyšpicovania: 3.000
-
vnútorné chladenie: bez
-
norma: továrenská norma
-
Povlak: bez povlaku
-
smer rezu: ľavý
-
typ: N
-
uhol špičky: 118
-
rezný materiál: HSS
-
forma: R
1,250 - 4,000 mm

-
Tvar stopky: valcovitá stopka
-
Ø vyšpicovania: 3.000
-
vnútorné chladenie: bez
-
norma: DIN 333
-
Povlak: bez povlaku
-
smer rezu: ľavý
-
typ: N
-
uhol špičky: 118
-
rezný materiál: HSS
-
forma: R
0,800 - 5,000 mm

-
Tvar stopky: valcovitá stopka
-
Ø vyšpicovania: 3.000
-
vnútorné chladenie: bez
-
norma: DIN 333
-
 Povlak: nanoFIRE
Povlak: nanoFIRE -
smer rezu: vpravo
-
typ: N
-
uhol špičky: 118
-
 rezný materiál: HSCO
rezný materiál: HSCO -
forma: A
0,500 - 4,000 mm

-
Tvar stopky: valcovitá stopka
-
Ø vyšpicovania: 3.000
-
vnútorné chladenie: bez
-
norma: DIN 333
-
Povlak: nanoFIRE
-
smer rezu: vpravo
-
typ: N
-
uhol špičky: 118
-
rezný materiál: HSS
-
forma: B
1,000 - 6,300 mm

-
Tvar stopky: valcovitá stopka
-
vnútorné chladenie: bez
-
norma: DIN 333
-
Povlak: nanoFIRE
-
smer rezu: vpravo
-
typ: N
-
uhol špičky: 118
-
rezný materiál: HSCO
-
forma: A
0,500 - 4,000 mm

-
Tvar stopky: valcovitá stopka
-
Ø vyšpicovania: 3.000
-
vnútorné chladenie: bez
-
norma: DIN 333
-
Povlak: bez povlaku
-
smer rezu: vpravo
-
typ: N
-
uhol špičky: 118
-
rezný materiál: HSCO
-
forma: A
1,000 - 4,000 mm

-
Tvar stopky: valcovitá stopka
-
Ø vyšpicovania: 3.000
-
vnútorné chladenie: bez
-
norma: DIN 333
-
Povlak: TiN
-
smer rezu: vpravo
-
typ: N
-
uhol špičky: 118
-
rezný materiál: HSS
-
forma: A
0,500 - 8,000 mm
BOHREN
Das Bohren ist ein spanabhebendes Verfahren mit geometrisch bestimmter Schneide. Unterschieden wird zwischen Anbohren, Bohren ins Volle und dem Profilbohren ins Volle. Das Bohrwerkzeug rotiert dabei und besitzt an der Spitze zwei Schneiden. Bei einer Kombination aus Dreh- und Vorschubbewegung dringen diese Schneiden in das zu bearbeitende Material ein und heben Späne ab. Diese Späne werden durch spiralförmige Spannuten nach oben aus der Bohrung abgeführt. Würden die Späne im Bohrloch verbleiben, könnte das zum Bruch der Werkzeuge führen.
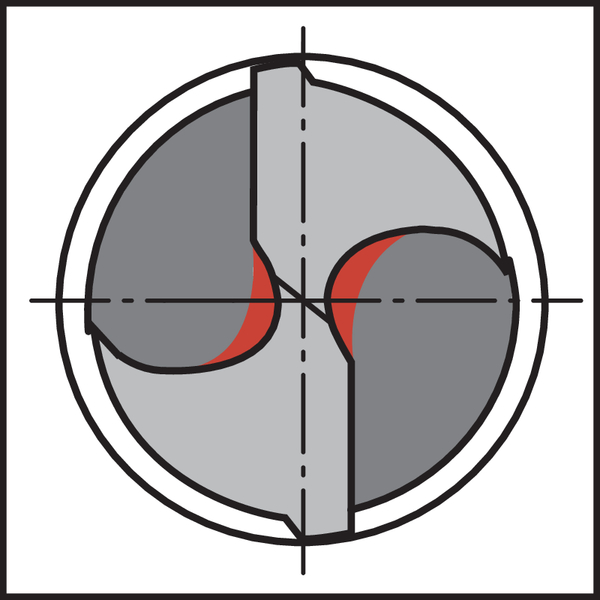
Aus welchen Komponenten besteht ein Bohrer
Wichtige Komponenten des Bohrwerkzeuges sind der Schneidkeil und dessen Winkel, die Schneidengeometrie, die Baumaße und verschiedene Schaftformen. Auch der Schneidstoff – Schnellarbeitsstahl (HSS), Hartmetall (VHM) oder Diamant (PKD) – spielt eine Rolle und wird je nach Anwendung, Bearbeitung und Werkstoff ausgewählt.
Für die Bearbeitung unterschiedlicher Werkstoffe gibt es folgende Bohrertypen: Typ N für normale Werkstoffe, Typ H für harte und spröde Werkstoffe wie Edelstahl und Typ W für weiche Werkstoffe.
Des Weiteren gibt es unterschiedliche Schaftformen: Bei einem Bohrer mit durchgängigem zylindrischem Schaft entspricht der Schaftdurchmesser dem Bohrdurchmesser. Diese Bohrer werden als durchgehend zylindrisch bezeichnet. Die Werkzeuge werden meist in Bohrfuttern oder Spannzangenfutter gespannt und finden ihren Einsatz überwiegend in kleineren und flexiblen Produktionsstätten wie z.B. Prototypenbau, Instandhaltung und in Reparaturwerkstätten.
Werkzeuge mit einem Morsekegel (DIN 228) werden direkt in die Bohrmaschine aufgenommen. Das Werkzeug wird in den Konus der Bohrmaschine hineingedrückt und es entsteht eine selbsthemmende reibschlüssige Haftverbindung. Über den Austreiblappen kann der Bohrer mit einem Keil aus der Maschine wieder entfernt werden. Bei Bohrern mit abgesetztem Schaft ist der Schaftdurchmesser größer als der Bohrdurchmesser. Die Schaftdurchmesser der Bohrer sind genormt und passen daher in Spannfutter wie beispielsweise Hydrodehnspannfutter, Schrumpffutter oder Zylinderschaftaufnahmen. Die Schäfte werden in einer genauen Toleranz geschliffen. Diese Bohrer kommen beim Bearbeiten von Großserien und für präzise Bohrungen zum Einsatz. Bohrer mit Schäften ohne Spannfläche werden überwiegend in Hydrodehnspannfutter, Schrumpffutter oder Kraftspannfutter gespannt. Bohrer in der Variante „mit Spannfläche“ werden hauptsächlich in Zylinderschaftaufnahmen mit seitlicher Klemmschraube gespannt.
Metall bohren – was gibt es zu beachten?
Wollen Sie Metall bohren, ist die Wahl der richtigen Werkzeuge entscheidend. Für jedes Bohrverfahren gibt es speziell ausgelegte Bohrer: Holzbohrer, Steinbohrer und Metallbohrer. Metallbohrer sind Spiralbohrer, mit denen der Zerspaner in Stahl, Eisen, Edelstahl, Aluminium, Messing und andere Sorten von Metall bohrt. Charakteristisch für Metallbohrer ist die scharfe Spitze, die sich leicht durch Metall bohrt.
Ein häufig angewendetes Bohrverfahren im Bereich der Metallbearbeitung ist das Aufbohren. Beim Aufbohren werden vorgebohrte, gestanzte oder gegossene Bohrlöcher auf das gewünschte Fertigmaß vergrößert. Dabei können mit Aufbohrern auch die Unrundheit, Fluchtungsabweichung oder Oberflächenfehler im Bohrloch verbessert werden. Anschließend kann man die Bohrlöcher mit einer Reibahle bearbeiten.
Egal ob Stufenbohrer, Vollhartmetallbohrer, Zentrierbohrer oder HSS Spiralbohrer – im Gühring-Onlineshop finden Sie für jedes Bearbeitungsverfahren die passenden Bohrwerkzeuge.
Nemáte ešte vytvorený účet na Gühring e-shope? Vytvorte si účet jednoducho v niekoľkých krokoch. Po úspešnej registrácií a jej schválení, budete mať prístup k Vaším nákupným podmienkam a môžete začať pohodlne objednávať cez e-shop. Prosíme zobrať na vedomie: E-shop je určený výhradne pre spoločnosti a živnostníkov.